

制品概要
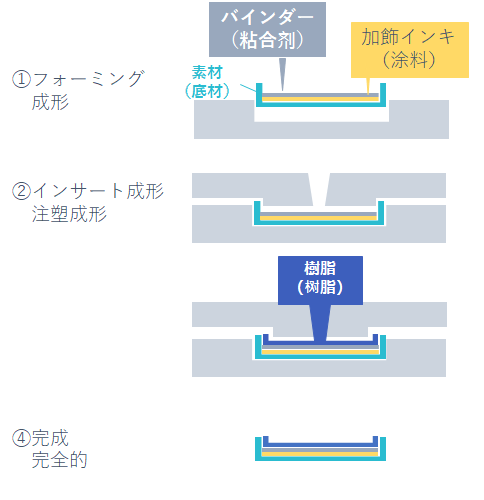
IMB-003粘合剂是注塑成形时,印有图案的薄膜片和注塑树脂粘合用的丝网印刷用粘合剂。
特别对ABS和PMMA等注塑树脂有强固的粘接性。
- 溶剂型涂料选择
用途
- 薄膜注塑成形用的粘接层
- 适应于PC、PC/ABS、ABS、AS、PMMA等注塑成形树脂
-
汽车、摩托车
-
家电(IoT)
-
智能手机、平板、智能手表
-
传感器
-
游戏
-
其他
特征・功能
- 在PC片材、易粘接处理PET薄膜等的2液硬化型涂料的图案印刷面与压延成形用树脂间的粘接层印刷之用。
- 能够粘接ABS树脂和PMMA树脂等通用树脂,粘接性好,适用范围广。
- 因能进行丝网印刷,所以可在需要的部分进行图形印刷。
基材
- PC片材、易粘接处理PET薄膜
- PC
- 易粘接处理PET
稀释
- 不用稀释
- *在使用前,请将粘合剂充分加以搅拌,有了良好的流动性以后再加以印刷。
- *按需可使用以下溶剂稀释。 F-002溶剂(标准型)F-003溶剂(慢干型)稀释比例0~10%
推荐清洗剂
- 网版清洗溶剂 CH CLEANER
网目
- 200~250网目 (使用T-200网目时的印刷面积约30~35m2/kg)
干燥
- 最终烘烤请参照下层图案印刷涂料的烘烤/固化条件。
注意
- 根据承印材,成型条件不同需要涂料选定,如果是处理PET和PC片材,建议使用本公司的IPX系列或INQ-HF系列。
- 使用粘合剂时,底层涂料烘烤过度会降低剥离强度。请务必连续印刷粘合剂后进行最终烘烤。
- 在真空成形、气压成形、模具成形等成形加工以及注塑树脂一体化的注塑成形加工中,印刷材料、图案印刷用涂料的选择、印刷条件、印刷顺序、烘烤方式和条件、以及成形树脂的选择、模具设计(注入口形状、种类和位置、注入口数量)、注塑成形时的条件设定等综合因素,都会对最终对产品的性能产生影响。在试做中要进行充分的测试,找出恰当的条件后再使用。
- 在试生产打样中要充分进行试验,对各项条件进行设定后再使用。
- 粘合剂不能混合于涂料中使用。
- 涂料的品质安全期限:未开封的状态下制造日期开始24个月
消防法标识
- 属危险品第四类第二石油类、危险等级为3级
安全的操作
- 为保护皮肤和眼睛,请使用安全手套和防护镜。如果涂料溅到皮肤,请使用肥皂等充分冲洗。另外,万一进入眼睛时,使用水(或温水)充分清洗后再到医院接受医生诊断
- 使用后,请将容器完全密闭放置于冷暗处保管。
- 备有 SDS。请在使用本产品前索要SDS,在充分理解后并在使用者责任下操作使用
耐性
成形粘接性能试验
-
- 试验方法
根据下述方法制成的IPX涂料和IMB粘合剂的印刷品放入注塑成形用的模具内,根据下述条件在粘合剂面用ABS树脂进行注塑成形。
- 试验方法
-
- 注塑成形条件
模具固定的压力:60ton
模具温度:60℃、ABS(TECHNO POLYMER产,21)
成形树脂温度:250℃
射出速度:60mm/sec
成形品寸法(L×W×H):60×80×2mm - 做成的述成形品从薄膜面划出1.0 cm宽后,用拉力试验机(拉速为300 mm/分,180°剥离强度[kgf/cm] )来测定。
- 注塑成形条件
成形粘接性能试验结果(ABS树脂成形)
| 试验涂料 | 试验粘合剂 | 180°剥离粘接强度 |
|---|---|---|
| IPX-971 墨 | IMB-009 粘合剂 | 1.6~2.8 kgf/cm |
| IMB-003 粘合剂 | 5.9~6.5 kgf/cm |
-
- 试验条件(涂料)
【IPX-971黑】【F-003溶剂 10%】【240固化剂 10%】【80℃ 5分钟】【T-250网目】【底材:PC】
- 试验条件(粘合剂)
【IMB-003粘合剂、IMB-009粘合剂】【无稀释】【90℃ 60分钟】【T-250网目】 - 上述耐性测试结果是本公司的测试结果,不是保证值。
- 本目录中记载的信息可能会在没有预告的情况下变更。
- 试验条件(涂料)
常见的问题
FAQ
-
粘合剂是什么?
-
粘合剂是与两液型油墨的涂膜、印刷素材及、注塑成型树脂进行牢固粘接的粘接层。
-
ISX油墨也需要使用粘合剂吗?
-
ISX油墨因为是一液型油墨,与注塑成型树脂间的粘接性良好,所以不需要粘合剂。
-
两液型油墨,为何需要添加使用粘合剂?
-
两液型油墨的固化涂膜,具有紧密细致的桥架结构,不容易被注塑时产生的热量所融解。 因此,其与成型树脂间的粘接性较差, 涂膜与树脂之间就需要一层粘接层。使用粘合剂时,底层油墨干燥过度会降低剥离强度。请务必连续印刷粘合剂后进行最终干燥。
- 相关技术信息