


技術情報では、プラスチック基材・ガラス基材への加飾・機能性付与に関する最新技術をお伝えしています。
技術情報一覧
-
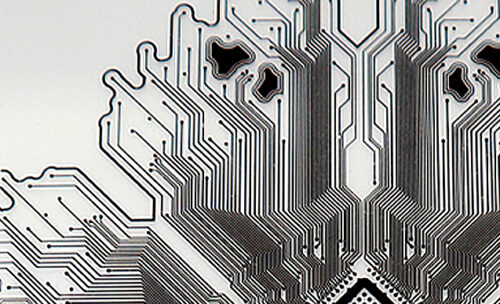
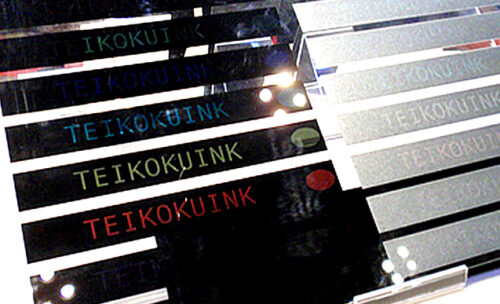
report No.189

- 高精細インキ
高精細印刷だけじゃない!高精彩インキのご紹介
-
report No.188

- 知識
スクリーン印刷の Q & A [機材編]
-
report No.187
- 機能性
抵抗値の自由な設定が可能な導電インキのご紹介
-
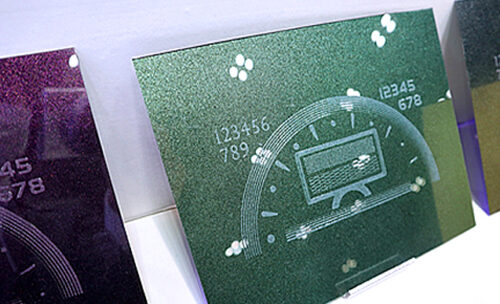
report No.186

- 機能性
更なる高性能化を実現。センサー対応インキ
-
report No.185

- 機能性
電磁波シールド用インキ (導電インキ)のご紹介
-
report No.184
- 加飾性
ステラインキ(高輝度パールインキ)
-
report No.183

- 機能性
優れた溶剤·接着剤耐性を持つGIZ-HFインキシリーズ
-
report No.182
- 機能性
センサー対応インキ
-
report No.181

- 高精細インキ
成形用高精彩インキ