



プラスチック製品の品質・機能の向上を図るための
FIM/IMD技術講座 第3回:フォーミング工程のご説明
今回は、スクリーン印刷された意匠印刷シートとプラスチック射出成形を組み合わせた「フィルムインサート成形(FIM/IMD: Film Insert Molding / In-Mold Decoration)」の3つの工程の第2工程である「フォーミング」についてご説明致します。

1.FIM/IMDの第二工程: フォーミング(ここでは熱成形を指す。)
フォーミングとは、あらかじめ押出成形されたシートを加熱軟化させ、冷却固化前に型へセットし、真空圧や圧縮空気で最終形状に成形後、トリミング(仕上げ加工)し、製品にする工法です。
代表的なプラスチック成形方法には、真空成形(真空成型)・圧空成形(圧空成型)・プレス成形等があります。

2.フォーミング工程で注意するべき問題
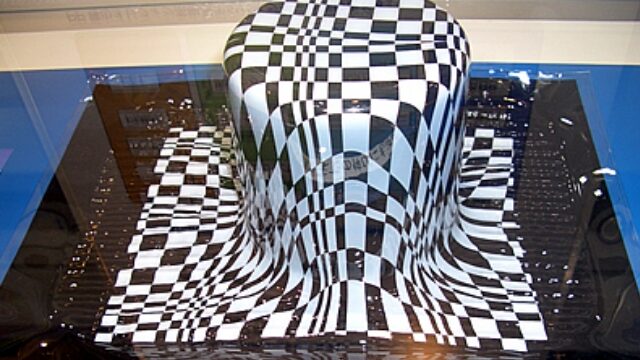
フィルムインサート成形のフォーミング工程で発生する問題には、「インキ塗膜の割れ・切れ」があります。これはインキ塗膜が樹脂シートの伸びに追随できないために発生する現象です。
インキ塗膜の割れ・切れのイメージ

インキ塗膜の割れ・切れの対策
フィルムインサート成形のフォーミング工程で発生する「インキ塗膜の割れ・切れ」を解決するために、フォーミングに追従して伸びることができる高い柔軟性がインキに求められます。
高い柔軟性を有するインキシリーズとして、当社ではISX-HF、ING-HFをご提供しております。
なお、二液型インキは、過剰に乾燥させると伸び率が低下するために割れ・切れが発生しやすくなります。そのため、事前の条件設定を十分に検討する必要があります。

次回(最終回)はインジェクション工程についてご説明致します。
それでは、FIM/IMDのシリーズ企画の最終回をご期待ください。
なお、当講座でご紹介した成形用インキの詳細情報はこちらです。
| ISX-HF | 一液タイプ | 高い伸び性 ポットライフが無く作業性が良好 |
| IPX-HF | 二液タイプ | 耐流れ性、高塗膜耐性、成形時耐熱性 |
| INQ-HF | 二液タイプ | フォーミング時の柔軟性、高塗膜耐性 |
| IMB-HF006 IMB-HF009 |
一液タイプ | バインダーインキ(成形樹脂とインキ塗膜の接着層)(IPX-HF、INQ-HFのご使用時にお使いください。) |